Bienvenido aGRUPO DE RODAMIENTOS SDVV LIMITADO

 EN
EN ES
ES PT
PT FR
FR RU
RU
The inner ring of a typical spherical roller bearing has two raceways. There are many ways to grind the double raceways. For example, there are four methods: roller dressing and grinding, single-point dressing and forming grinding, positive and negative grinding, and offset grinding. Let's share the principles and advantages and disadvantages of these four grinding methods.
1. Roller dressing and grinding
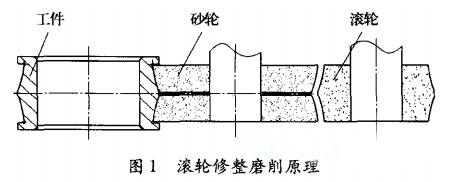
The principle of roller dressing and grinding: As shown in Figure 1, first use a roller to dress the grinding wheel into the required shape, and then use the dressed grinding wheel to cut into the raceway for one grinding.
Features of roller dressing and grinding:
Advantages of roller dressing and grinding:
(1) The shape of the grinding wheel is guaranteed by the roller, and the grinding wheel is easy to dress and saves time. It is suitable for large-pore grinding wheels (large abrasive grains) to grind small-sized rings with fast heat dissipation, but the surface roughness of the workpiece is poor;
(2) The workpiece is clamped once and the double raceways are ground at the same time.
Disadvantages of roller dressing grinding:
(1) Different types of workpieces require different types of rollers. The rollers are complex to work with, have periodic use, and are costly. The surface of the grinding wheel dressed by the rollers is rough, which affects the surface roughness of the workpiece.
(2) The grinding surface is large, the cutting depth is large, the grinding wheel workpiece is subjected to a large radial force, and more grinding heat is generated.
(3) There are strict requirements on the thickness of the grinding wheel. Different grinding wheels are required to process different types of workpieces, and the number of grinding wheels required is large.
(4) The grinding speed is low and the processing efficiency is not high.
2. Single-point dressing forming grinding method
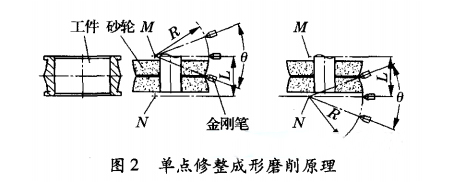
The principle of the single-point dressing forming grinding method: As shown in Figure 2, its principle is the same as the roller dressing grinding method, the difference lies in the grinding wheel dressing method. Use a diamond pen to dress the lower side of the grinding wheel. After the dressing is completed, the diamond pen jumps out, moves a distance L, and continues to dress the other side of the grinding wheel. Then use the dressed grinding wheel to grind the workpiece.
Characteristics of single-point dressing and forming grinding method:
Advantages of single-point dressing and forming grinding method:
(1) Clamp the workpiece once and grind the double raceways at the same time;
(2) Compared with the roller dressing and grinding method, it reduces the cost of ordering a large number of rollers. Properly reducing the dressing speed can improve the grinding wheel surface accuracy, thereby improving the workpiece surface quality;
(3) It is suitable for large-pore grinding wheels (large abrasive grains) with smaller rings before grinding, and has fast heat dissipation, but the surface roughness of the processed workpiece is poor.
Disadvantages of single-point dressing and forming grinding:
(1) Like roller dressing and grinding, the grinding surface is large, the cutting depth is large, and the grinding wheel workpiece is subjected to a large radial force, which will generate more grinding heat;
(2) There are blind spots in the dressing method. When the diamond pen is used to dress the grinding wheel and moves to the middle position of the two grinding wheels, it is easy to interfere with the grinding wheel because of the close distance. Therefore, there are relatively strict requirements on the rotation angle θ of the diamond pen;
(3) There are relatively strict requirements on the thickness of the grinding wheel. Different grinding wheels are required to process different types of workpieces, and the number of grinding wheels required is large;
(4) Grinding wheel dressing is complicated and time-consuming, and the grinding speed is low. Therefore, the processing efficiency is not high.
3. Positive and negative grinding method
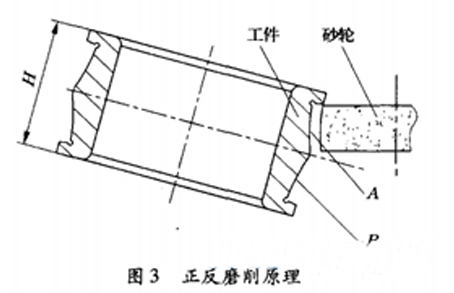
The principle of the positive and negative grinding method: As shown in Figure 3, the workpiece is rotated by a certain angle (the rotation angle of different types of workpieces is different), and the dressed grinding wheel (the required arc shape is trimmed by the diamond pen) is used to grind the raceway A. After the grinding is completed, the workpiece is turned over and the raceway B is ground using the same method.
Characteristics of positive and negative grinding method:
Advantages of positive and negative grinding method:
(1) The grinding surface is small, the cutting depth is small, the grinding wheel and the workpiece bear small radial force, the grinding speed is high, and the processing efficiency is high;
(2) It is suitable for fine grinding wheels (small abrasive grains) to grind larger rings, and the surface roughness of the workpiece is good;
(3) Grinding wheel dressing is simple and time-saving;
(4) There is no requirement for grinding wheel thickness, which reduces the model and quantity of grinding wheels.
Disadvantages of positive and negative grinding method:
(1) The workpiece is clamped and positioned twice, and ground twice. The coaxiality and curvature radius of the double raceways are prone to out-of-tolerance, and the size difference and position difference of the two raceways cannot be controlled in batches;
(2) The error of the workpiece width H directly affects the position difference of the two raceways, so there are relatively strict size requirements for the width H of the workpiece;
(3) Two clamping and grinding, low processing efficiency.
4. Offset Grinding Method
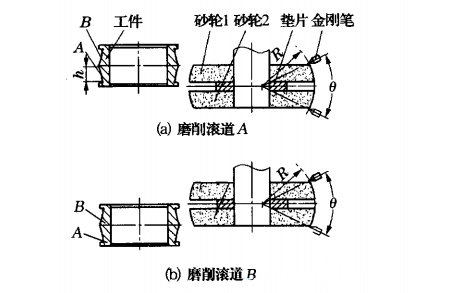
Principle of Offset Grinding Method: Offset Grinding Method is a new grinding method. It adopts workpiece offset jumping grinding to realize that two grinding wheels grind two raceways respectively, which minimizes the influence of grinding force and grinding heat on workpiece processing accuracy, surface quality and grinding efficiency. The grinding principle is shown in Figure 4. Two grinding wheels are separated by a gasket of a certain thickness. The diamond pen trims two grinding wheels once. Grinding wheel 1 grinds raceway A (Figure 4a). After grinding, the workpiece jumps horizontally, and then grinding wheel 2 grinds raceway B (Figure 4b).
Characteristics of the offset grinding method:
(1) The grinding surface is small, the cutting depth is small, the grinding wheel and the workpiece are subjected to small radial forces, the grinding speed is high, and the processing efficiency is high;
(2) It is suitable for fine grinding wheels (small abrasive grains) to cut larger rings, and the workpiece surface roughness is good;
(3) The grinding wheel dressing is simple and time-saving, there is no blind spot, and it is suitable for the grinding of special or micro rings;
(4) There is no requirement for the thickness of the grinding wheel, which reduces the type and number of grinding wheels;
(5) The workpiece is clamped and positioned at one time, and the double raceways are ground, which solves the problems of large cutting depth and high grinding heat in the roller dressing grinding method and the single-point dressing forming grinding method, as well as the problem that the coaxiality of the double raceways in the positive and negative grinding method is prone to out-of-tolerance and low work efficiency.
2025-01-15


